Automating Back Deburring in High Production Automotive Manufacturing
Automating Back Deburring in High Production Automotive Manufacturing
Challenge:
A precision machining supplier to the automotive industry who produces more than 1 million common rails per year was looking for a solution to automate the back deburring of a low pressure bore.

Application Details:
- Low pressure bore: Ø2.4 mm
- Main bore: Ø9.0 mm
- Max. deburred diameter: Ø2.8 mm
- Material: case hardened steel, foreged (1000-1300 N/mm²)
Solution:
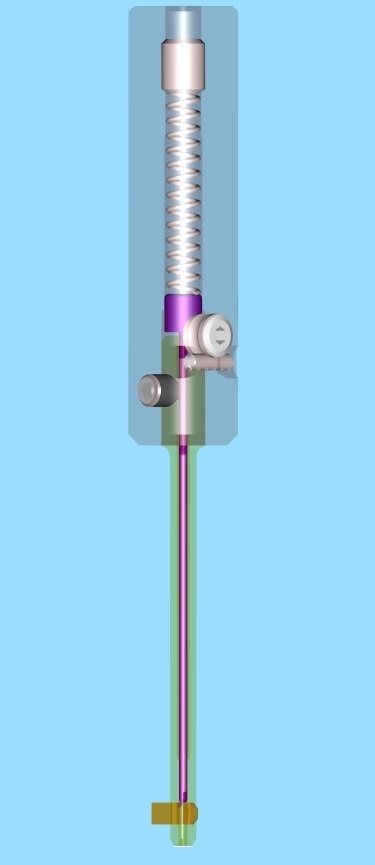
The solution is the simple and most efficient SNAP tool. Without turning the workpiece or stopping the spindle, it removes the burrs from the bore edges and applies a chamfer. The reverse chamfer tool is a customized SNAP2/2.4 with a special working length of 30 mm.
The deburring / chamfering of the back bore is done by the standard SNAP blade Ø2.8 mm made of carbide with a TiAlN coating. The blades achieve a tool life of 500 bores (= 500 common rails) in this tough material.
Machining parameters:
Speed 3300 rev./min, Cutting speed vc 25 m/min, Feed 0.05 mm/rev.
Results:
In the past, the common rails were deburred by a competitor tool. With the SNAP tool, the deburring process has become reliable and the process costs have been reduced.
Interested in the SNAP tool? Visit the SNAP product page for more info.

